Pickling and Passivation: The Complete Guide to Procedures, Standards, and Differences

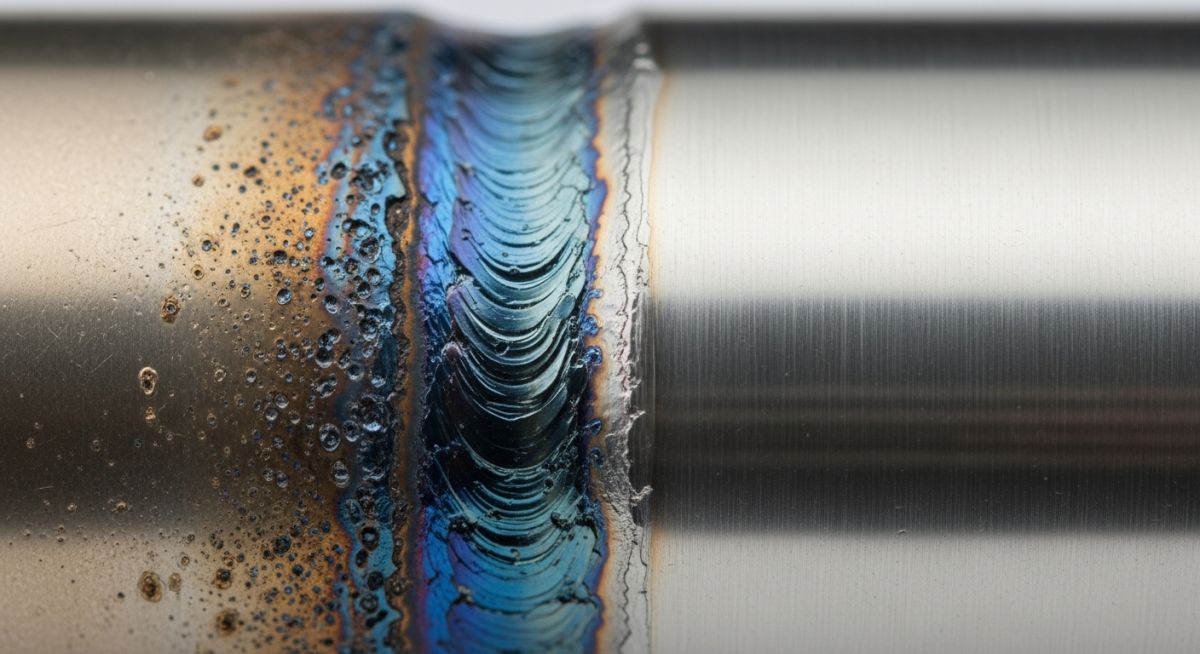
You have just finished a high-precision weld on a 316L stainless steel pressure vessel. It looks structurally sound, but the “rainbow” heat tint around the weld is a ticking time bomb. If you ignore it, that beautiful stainless steel will start “bleeding” rust within weeks of being commissioned. Why does a material designed to be “stainless” fail so quickly, and how do Pickling and Passivation serve as the ultimate insurance policy against localized corrosion?
What You Will Learn:
- The critical distinction between Pickling (removing metal) and Passivation (protecting metal).
- Step-by-step industrial procedures aligned with ASTM A380 and ASTM A967.
- How to verify surface integrity using the Ferroxyl “Blue Dot” test.
Quick Summary: What is Pickling and Passivation?
Pickling is a chemical process using acid (typically Nitric and Hydrofluoric) to remove a thin layer of metal, including scale, oxides, and embedded iron. Passivation is a subsequent chemical treatment (typically Nitric or Citric acid) that enhances the formation of a protective, transparent chromium-oxide layer. While pickling cleans the surface, passivation makes it corrosion-resistant.
“In my 20 years of site inspections, the most common failure isn’t the weld itself—it’s the lack of proper post-weld cleaning. If you don’t remove the heat-affected zone scale via pickling, you are effectively leaving a gateway for chlorides to eat your equipment from the inside out.”
— Atul Singla, Founder of Epcland
In This Guide
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
Knowledge Check: Pickling and Passivation Mastery
Test your engineering expertise before diving into the technical procedures.
Question 1 of 5
Which chemical is typically responsible for the “Pickling” action (metal removal) in stainless steel treatments?
What is Pickling and Passivation? (The Science of Corrosion Resistance)
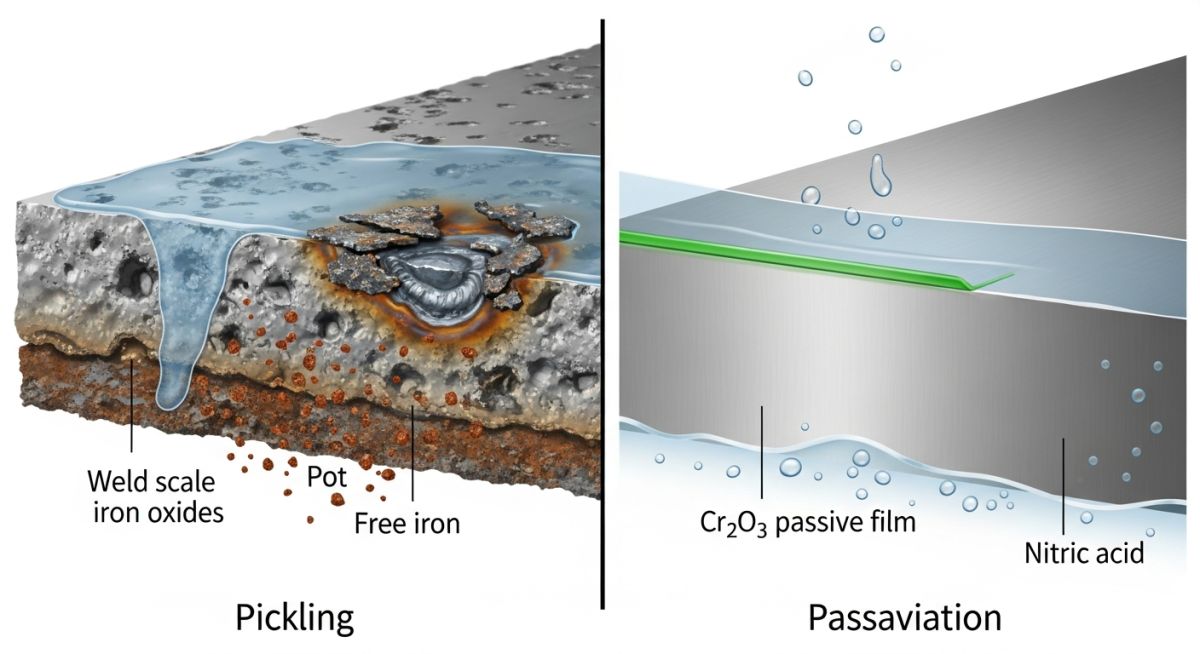
To understand Pickling and Passivation, one must first understand the unique chemistry of stainless steel. Unlike carbon steel, which relies on coatings (like paint or galvanizing), stainless steel is protected by an invisible, self-healing chromium oxide (Cr2O3) layer. However, manufacturing processes like welding, grinding, and machining destroy this layer and leave behind contaminants like “free iron” and “weld scale.”
Pickling is the aggressive chemical removal of several microns of the metal surface. It uses a blend of Nitric Acid (HNO3) and Hydrofluoric Acid (HF) to dissolve the “Heat Affected Zone” (HAZ) where chromium has been depleted. Without pickling, the underlying metal remains vulnerable to pitting corrosion because the chromium-to-iron ratio is too low to form a stable protective film.
Passivation, often performed immediately after pickling or as a standalone maintenance step, is a gentler treatment. It uses an oxidizing acid (Nitric or Citric) to dissolve exogenous iron (free iron from tools) while simultaneously providing the oxygen necessary to convert surface chromium into a dense, protective passive film.
The Atomic Goal
In engineering terms, we are seeking a Chromium-to-Iron ratio of at least 1.5:1 at the surface.
- ✕ Contaminated Surface: High Free Iron, Weld Scale, Cr-Depleted Zone.
- → After Pickling: Scale removed, base metal exposed, uniform surface.
- ✓ After Passivation: Dense Chromium Oxide layer (Cr2O3) restored.
The synergy between these two processes ensures that the material meets the strict cleanliness requirements of industries ranging from Oil & Gas to Semiconductor manufacturing. While pickling is often considered a “correction” of fabrication damage, passivation is the “fortification” that ensures long-term asset integrity.
EPCLand YouTube Channel
2,500+ Videos • Daily Updates
Codes and Standards for Pickling and Passivation
In the engineering world, “clean” is a subjective term unless it is backed by a recognized standard. For global procurement and fabrication, two primary organizations dictate the quality requirements for Pickling and Passivation: ASTM (American Society for Testing and Materials) and AMS (Aerospace Material Specifications).
ASTM A380
The “Gold Standard” for cleaning, descaling, and passivation of stainless steel parts, equipment, and systems.
ASTM A967
Standard specification for chemical passivation treatments for stainless steel parts, focusing on Nitric and Citric acid baths.
AMS 2700
The Aerospace standard for passivation, widely used in high-precision components for aviation and defense.
Pickling vs Passivation: Engineering Differences
While often mentioned in the same breath, these processes serve distinct roles in the metallurgical lifecycle. Below is a high-density comparison for technical selection.
| Feature | Pickling | Passivation |
|---|---|---|
| Primary Goal | Removal of heavy oxides, weld scale, and heat tint. | Removal of free iron; boosting the chromium oxide layer. |
| Metal Removal | Yes (Aggressive) | No (Negligible) |
| Chemical Composition | Nitric + Hydrofluoric (HNO3 + HF) | Nitric (HNO3) or Citric Acid |
| Surface Appearance | Dull, matte, or etched finish. | No change to the existing surface finish. |
| Post-Process Test | Visual inspection for scale removal. | Ferroxyl Test (Blue Dot) or High Humidity Test. |
Note: In high-purity industries like Pharma or Semiconductors, passivation is non-negotiable after any mechanical polishing, even if no welding was performed, to eliminate iron embedded from the polishing media.
Pickling Bath Concentration & Volume Calculator
Achieving the correct chemical ratio is vital for safety and metallurgical integrity. Use this tool to estimate the required acid volumes for a standard Pickling and Passivation bath based on ASTM A380 recommendations (approx. 10% Nitric / 2% Hydrofluoric by volume).
Batch Recipe Results:
Enter tank volume to see the breakdown…
Don’t miss this video related to Pickling and Passivation
Summary: Master Piping Engineering with our complete 125+ hour Certification Course: ……
Pickling and Passivation Case Study: Solving 316L Vessel Weld Corrosion
The Scenario: The “Bleeding” Weld Failure
A chemical processing plant commissioned three ASTM A240 Grade 316L storage tanks for a high-chloride brine solution. Six months after installation, visual inspections revealed significant “tea staining” and rust streaks originating specifically from the circumferential weld seams.
The Investigation:
Metallurgical analysis confirmed that while the base metal was within specification, the Heat Affected Zone (HAZ) retained its post-weld “rainbow” heat tint. The fabrication shop had performed a “solvent wipe” instead of a full Pickling and Passivation procedure, leaving behind a chromium-depleted surface that could not maintain its passive film in the presence of chlorides.
The Solution:
- Mechanical Prep: Heavy slag was removed via stainless steel wire brushing.
- Pickling: Application of a Nitric-Hydrofluoric acid paste for 45 minutes to dissolve the chromium-depleted layer.
- Passivation: A 20% Nitric Acid spray (per ASTM A967) was applied to re-establish the Cr2O3 layer.
- Verification: A Ferroxyl Test was conducted to ensure zero free-iron presence.
Key Metric:
0%
Failure rate observed in the following 24 months post-remediation.
Technical Warning:
“Never use carbon steel brushes on stainless steel welds. You will embed iron particles that no amount of light passivation can fully fix without deep pickling.”
Expert Insights: Lessons from 20 years in the field
1. The “Clean” Illusion
Visual inspection is the weakest form of verification. A stainless steel weld might look bright and shiny, yet fail a Ferroxyl Test within seconds due to microscopic iron particles embedded by carbon steel grinding wheels used nearby. Always mandate chemical verification in your Quality Assurance Plan (QAP) to avoid “tea staining” post-commissioning.
2. Citric vs. Nitric Passivation
While Nitric Acid is the traditional industrial choice for Pickling and Passivation, Citric Acid (per ASTM A967) is rapidly becoming the standard for food, beverage, and pharma. It is safer for operators and more environmentally friendly, though it lacks the heavy descaling power required for high-temperature weld scale.
Frequently Asked Questions
Can I perform passivation without pickling? ▼
What is the Ferroxyl “Blue Dot” test? ▼
Does passivation change the dimensions of the part? ▼
How long does the passivation layer last? ▼
Are pickling chemicals hazardous? ▼
Which stainless steel grades require this treatment? ▼
📚 Recommended Resources: Pickling and Passivation
Read these Guides
🎓 Advanced Training



Related posts:
![High-grade industrial Wing Nut Types and Applications for mechanical assemblies.]()
Wing Nut Types and Applications: The 2026 Engineering Guide
![Industrial Monorail Crane Systems installed in a modern manufacturing plant 2026.]()
Monorail Crane Systems: Design, Types & 2026 Standards Guide
![Lead engineer performing a Factory Acceptance Test FAT on an industrial skid system 2026]()
Factory Acceptance Test FAT: The 2026 Engineering Guide to Zero-Defect Delivery
![Professional engineering workspace showing a Basis of Design document layout for a 2026 project.]()
Basis of Design: How to Write a BOD for Engineering Projects in 2026
![Industrial Flare Knockout Drum Sizing and installation in a refinery relief system.]()
Flare Knockout Drum Sizing: Design & API 521 Standards (2026 Guide)
![Advanced Reboiler Control Systems in a modern petrochemical refinery 2026.]()
Reboiler Control Systems: Engineering Guide to Precision Control 2026





