Table of Contents

Why Pipefitters Are Critical for Industrial Piping Systems
In my 20+ years of managing large-scale petrochemical piping installations, I have seen many projects stumble because stakeholders did not understand the difference between a plumber and a pipefitter. While both work with piping, their environments, tools, codes, and safety tolerances are worlds apart. A plumber ensures your commercial facility has clean drinking water and functional drainage. A pipefitter, on the other hand, ensures that a high-pressure, superheated steam line operating at 900 psi does not rupture and compromise the entire plant.
When we design process plants, we rely on the precision of skilled pipefitters to translate complex isometric drawings into physical reality. This trade requires deep knowledge of metallurgy, structural support, and high-integrity joint preparation. Let us explore the exact requirements, tools, training paths, and financial rewards of this indispensable industrial career.
Key Takeaways
- Pipefitters specialize in high-pressure industrial systems, whereas plumbers focus on low-pressure utility and potable water systems.
- The career path requires rigorous training, often through a 4 to 5-year apprenticeship, leading to highly lucrative specialized certifications.
- Adherence to ASME B31 codes and AWS welding standards is mandatory for all industrial pipefitting tasks.
How Pipefitters Execute High Pressure Piping Projects
Industrial pipefitting is not a job where you can “eyeball” measurements. In my field experience, a deviation of even two millimeters in a flange alignment can introduce severe bending stresses under thermal expansion, leading to catastrophic joint failure. Pipefitters must read and interpret complex Piping and Instrumentation Diagrams (P&IDs) and isometric drawings to determine exact cut lengths, take-outs for valves, and fitting allowances.
The Mathematics of Pipefitting
To understand the structural demands placed on these systems, we look at the pipe wall thickness calculation under ASME B31.3 Section 304.1.2. The minimum required wall thickness (t) for straight pipe under internal pressure is calculated using the following formula:
Where:
– P is the internal design gage pressure (psi)
– D is the outside diameter of the pipe (inches)
– S is the allowable stress value for the material from Table A-1 (psi)
– E is the quality factor from Table A-1A or A-1B
– W is the weld joint strength reduction factor
– Y is the coefficient from Table 304.1.1
Let us calculate a real-world scenario. Suppose we have a 10-inch Schedule 40 ASTM A106 Grade B carbon steel pipe operating at a design pressure of 600 psi and a design temperature of 500 degrees Fahrenheit.
- Outside Diameter (D) = 10.75 inches
- Allowable Stress (S) at 500°F = 18,900 psi
- Quality Factor (E) for seamless pipe = 1.0
- Weld Factor (W) = 1.0
- Coefficient (Y) for ferritic steel = 0.4
t = 6450 / (2 * (18900 + 240))
t = 6450 / 38280
t = 0.168 inches
After calculating this base thickness, the pipefitter must account for mechanical strength, corrosion allowances (typically 0.0625 inches), and the mill tolerance of 12.5 percent. This brings the minimum ordered wall thickness to a level that safely matches Schedule 40 (0.365 inches nominal). The pipefitter must verify these dimensions on-site before executing any cuts.
Never substitute carbon steel grades without engineering approval. Installing an ASTM A53 Grade A pipe in place of an ASTM A106 Grade B pipe reduces the allowable stress limit from 18,900 psi to 16,000 psi at 500 degrees Fahrenheit, which can lead to catastrophic failure under full operating pressure.

The Core Differences: Pipefitters vs. Plumbers
The fundamental difference lies in the system energy and fluid characteristics. Plumbers work on low-pressure, low-temperature systems carrying potable water, graywater, or sewage. Their work is governed by the Uniform Plumbing Code (UPC) or International Plumbing Code (IPC).
Pipefitters work on high-energy systems carrying steam, chemicals, gases, and petroleum products. Their work is governed by the ASME B31 Pressure Piping Codes. The materials they handle include heavy-wall carbon steel, stainless steel, chrome-moly alloys, and exotic materials like Hastelloy or titanium.
| Technical Parameter | Pipefitters | Plumbers |
|---|---|---|
| Primary Systems | High-pressure steam, chemical process lines, hydraulics, refinery piping | Potable water, sanitary drainage, storm water, natural gas utilities |
| Governing Codes | ASME B31.1, ASME B31.3, ASME Section IX | International Plumbing Code (IPC), Uniform Plumbing Code (UPC) |
| Typical Materials | Carbon steel, stainless steel, alloy steels, exotic metals | Copper, PVC, PEX, ABS, cast iron, galvanized steel |
| Joining Methods | TIG/MIG welding, shielded metal arc welding (SMAW), heavy flanges | Soldering, solvent welding, threading, mechanical press-fit |
| Pressure Ranges | Often exceeding 150 psi up to 10,000+ psi | Typically under 80 psi for domestic water systems |
| Tool / Entity | Primary Function | Engineering Standard | Calibration Frequency |
|---|---|---|---|
| Pipe Wrap-A-Round | Marking straight cut lines around the pipe circumference | PFI Standard ES-24 | Visual check before use |
| Flange Alignment Pins | Ensuring bolt hole alignment during fit-up | ASME B16.5 / B16.47 | Not applicable (mechanical fit) |
| Hi-Lo Welding Gauge | Measuring internal misalignment after fit-up | AWS D1.1 / ASME Section IX | Annually by certified lab |
| Oxy-Acetylene Torch | Thermal cutting and beveling of carbon steel pipes | OSHA 1910.252 | Daily pressure regulator checks |
Why Pipefitters Must Verify Joint Fit Up
Before any welding arc is struck, a professional pipefitter must run through a rigorous quality control checklist. In my years on site, skipping these steps is the number one cause of failed radiographic tests (RT) or ultrasonic tests (UT). Below is the exact field protocol that must be executed for every high-pressure weld joint.
Pre-Weld Fit-Up Checklist
-
Bevel Angle Verification: Confirm that the pipe end bevel is cut to 37.5 degrees (plus or minus 2.5 degrees) using a bevel gauge. This ensures proper weld penetration.
-
Root Opening (Gap) Measurement: Ensure the root gap is set between 3/32 inches and 1/8 inches using a calibrated spacer. This allows the root pass weld to penetrate fully.
-
Internal Alignment (Hi-Lo): Use a Hi-Lo gauge to verify that internal misalignment does not exceed 1/16 inch (1.6 mm). Misalignment beyond this limit causes severe stress risers.
-
Cleaning and Prep: Clean the pipe ends inside and out to a distance of at least 1 inch from the weld prep area. Remove all rust, scale, grease, and paint using a stainless steel wire brush.
-
Preheat Temperature Check: For heavy-wall carbon steel or alloy piping, verify that the preheat temperature matches the Welding Procedure Specification (WPS) using Tempilstiks or an infrared pyrometer.
Field Case Study: Real-World Application
The Problem: Premature Weld Cracking
At a chemical processing plant in Texas, a newly installed 8-inch high-pressure steam line operating at 650 psi and 750 degrees Fahrenheit began showing micro-cracks along the heat-affected zone (HAZ) of several butt welds after only three weeks of operation. The initial installation had been completed by a general mechanical contractor who utilized standard utility plumbing crews rather than certified industrial pipefitters. The welds failed non-destructive testing, halting plant operations at a cost of 85,000 per day.
The Outcome: Professional Remediation
I was brought in to audit the system. We discovered that the installers had failed to perform the required preheating on the heavy-wall ASTM A106 Grade B pipe, and they had forced the alignment of the expansion loops using come-alongs, locking in massive residual stresses. I immediately replaced the crew with certified pipefitters.
The new team cut out the cracked joints, recalculated the cold-spring offsets, properly aligned the piping without external force, and executed the welds using a strict preheat of 300 degrees Fahrenheit per ASME B31.1. Post-weld heat treatment (PWHT) was applied to relieve stress. The system was re-tested using radiography and passed with zero defects. The line has now been operating for five years without a single issue.
This case proves that hiring qualified pipefitters who understand metallurgy and code compliance is not an optional luxury; it is a fundamental safety and financial requirement for any industrial facility.
Frequently Asked Engineering Questions
What is the primary difference between a plumber and a pipefitter?
What certifications do industrial pipefitters need?
How do pipefitters calculate pipe bending allowances?
What is the average salary for an industrial pipefitter?
Which ASME codes govern pipefitting work?
Why is preheating necessary in heavy-wall pipefitting?
===
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis

📚 Recommended Resources: pipefitters



Related posts:
![An engineer performing an API 579 fitness for service assessment on an industrial pressure vessel.]()
How to Perform API 579 Fitness for Service Assessment
![3D CAD render of a bolted flange joint assembly showing a compressed gasket.]()
Understanding Gasket m and y Factors in Flange Design
![PASS/START-PROF 4.86 pipe stress analysis software interface displaying a 3D piping model.]()
PASS/START-PROF 4.86 Released: Discover the New Pipe Stress Analysis Capabilities
![ASME certification mark stamped on an industrial pressure vessel nameplate]()
What is ASME Certification? Procedure and Mark Explained
![Professional technician inserting a high-pressure hydro jetting nozzle into a sewer pipe cleanout.]()
What is Hydro Jetting and How Does It Work?
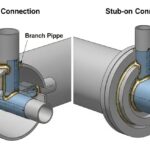
![Side-by-side comparison diagram of stub-in and stub-on piping branch connections.]()
Stub-in vs Stub-on Piping Connections: Engineering Design Guide