What is PSV Testing? Its Requirements, Procedure, and Standards

Imagine you are standing on a process deck when a pressure excursion occurs. You look up at the Pressure Safety Valve (PSV), but instead of a clean “pop,” there is a terrifying silence or a violent, erratic vibration known as chatter. Why did it fail? Was it the last overhaul? Is the spring fatigued? This scenario is the nightmare of every maintenance manager. Understanding What is PSV Testing? Its Requirements, Procedure, and Standards is not just about regulatory compliance; it is the final line of defense between a controlled release and a catastrophic vessel rupture.
Key Takeaways
- Regulatory Alignment: Testing must comply with API 576 for inspection intervals and API 527 for seat tightness.
- Method Selection: Choosing between Bench Testing (full overhaul) and Online Testing (in-situ verification) depends on service criticality.
- Pass/Fail Precision: Standard tolerances for set pressure are typically +/- 3%, with specific bubble-count limits for leakage.
What is PSV Testing?
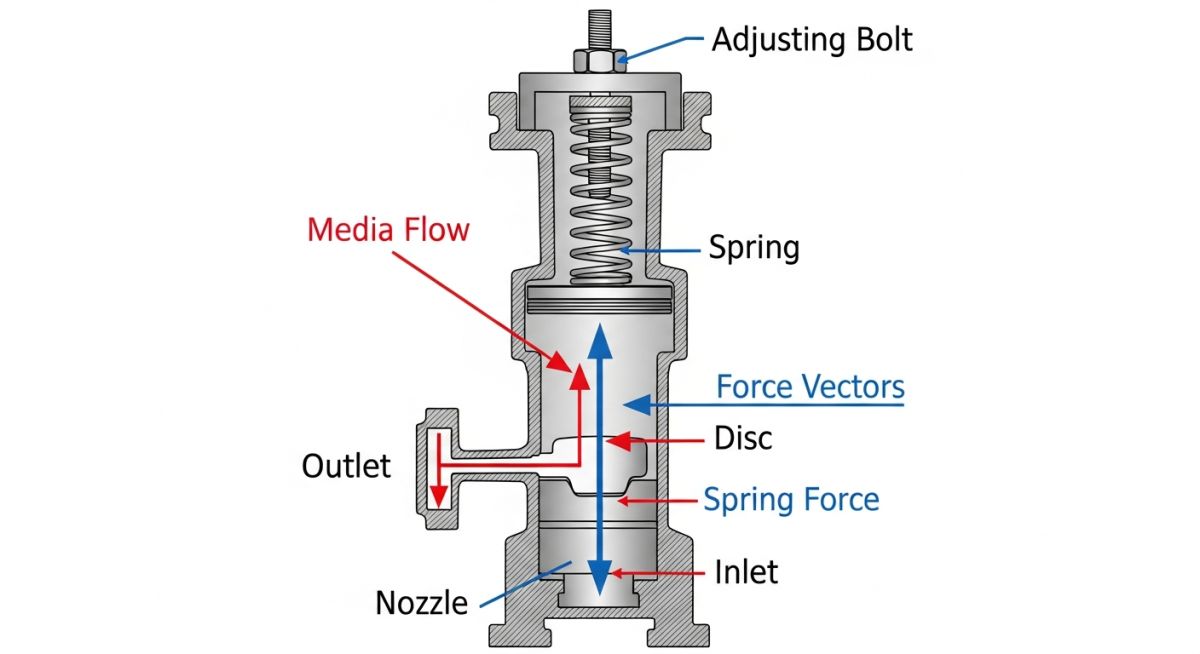
PSV Testing is a critical maintenance procedure used to verify that a Pressure Safety Valve will open at its designated set pressure and close tightly once the pressure is relieved. The process involves checking the Requirements for PSV Testing such as frequency, executing a specific PSV Testing Procedure (including the pop test and seat tightness test), and ensuring results align with ASME Section VIII and API standards to prevent overpressure incidents.
“In my 20 years on-site, I’ve seen ‘clean service’ valves seize completely because the testing frequency ignored local ambient corrosion. Never treat PSV Testing Standards as a maximum; treat them as the bare minimum for survival.”
— Atul Singla, Founder of Epcland
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
Knowledge Check: PSV Testing Proficiency
Test your understanding of API/ASME testing requirements.
Key Requirements for PSV Testing (Frequency & Personnel)
The fundamental Requirements for PSV Testing are dictated by the risk profile of the equipment they protect. According to API 576, the inspection interval is not a static number but a dynamic frequency based on the historical performance of the valve and the corrosivity of the fluid. For instance, a valve in clean, non-corrosive gas service might have a testing interval of 5 years, whereas a Pressure Safety Valve in a sour crude environment may require Bench Testing every 12 months to prevent seat bonding or spring failure. Furthermore, PSV Testing Standards mandate that only qualified personnel—often holding certifications such as the National Board “VR” (Valve Repair) stamp—perform these critical overhauls.
Beyond frequency, the mechanical integrity of the test environment is paramount. PSV Testing Procedure dictates that the test medium (air, nitrogen, or water) must be compatible with the process fluid to prevent contamination. For oxygen service valves, for example, the testing medium and tools must be strictly oil-free to prevent spontaneous combustion. Understanding What is PSV Testing? requires recognizing it as a holistic verification of the valve’s ability to handle thermal expansion, chemical attack, and mechanical fatigue over its entire service life.
Main Types of PSV Testing: Online vs. Bench
In the industrial sector, the choice between Online PSV Testing and Bench Testing is often a balance between operational uptime and depth of inspection. Online PSV Testing utilizes a hydraulic lift-assist device to pull the valve spindle while the system is under pressure. This allows technicians to verify the set pressure without shutting down the plant. However, it cannot verify the full lift capacity or allow for a detailed internal inspection of the nozzle and disc surfaces.
Online PSV Testing (In-situ)
This method is ideal for welded-in valves or systems where a shutdown is cost-prohibitive. It calculates the PSV Testing Results by combining the system pressure with the hydraulic force applied by the test rig.
- Zero downtime required.
- Verifies set pressure under actual operating temperature.
- Does not allow for seat lapping or internal cleaning.
Bench Testing of PSV/PRV
The gold standard for PSV Testing Procedure. The valve is removed and taken to a controlled workshop environment for a complete teardown, inspection, and recalibration on a test stand.
- Allows for seat tightness testing per API 527.
- Full component inspection for corrosion/pitting.
- Mandatory for valves showing signs of leakage or “simmer.”
Essential Codes and Standards for PSV Testing (API & ASME)
Navigating the regulatory landscape of What is PSV Testing? Its Requirements, Procedure, and Standards involves a deep dive into the ASME Boiler and Pressure Vessel Code (BPVC) and API Recommended Practices. While ASME Section VIII governs the initial certification and construction of pressure relief devices, API 510 and API 570 mandate the ongoing inspection intervals for pressure vessels and piping, respectively. The technical “bible” for the actual PSV Testing Procedure in the field remains API 576, which details how to handle valves that are stuck shut or leaking.
A critical distinction in PSV Testing Standards is the application of API 527 (Seat Tightness of Pressure Relief Valves). This standard defines the specific “bubble count” allowed for various orifice sizes. If a valve exceeds these limits, it fails the PSV Testing Results criteria and must be disassembled for seat lapping or component replacement. Precision is non-negotiable; even a microscopic scratch on the nozzle seating surface can lead to a “simmer” that eventually erodes the metal through high-velocity fluid bypass.
| Standard ID | Focus Area | Key Testing Requirement |
|---|---|---|
| API 527 | Seat Tightness | Defines max leakage rates (bubbles/min) using air/nitrogen. |
| API 576 | Inspection Practices | Guidelines for testing frequency and “As-Received” pop tests. |
| ASME SEC VIII | Design & Certification | Mandates +/- 3% set pressure tolerance for PRVs > 70 psig. |
| NBIC NB-23 | Post-Repair Testing | Requirements for the “VR” stamp and testing after maintenance. |
PSV Testing Results: Understanding Pass/Fail Criteria & Tolerances
Interpreting PSV Testing Results requires an understanding of Cold Differential Test Pressure (CDTP). Because a valve tested on a bench at ambient temperature will behave differently than one in 400°F steam service, a correction factor is applied. A “Pass” is only achieved if the valve pops within the ASME-mandated tolerance (typically 2 psi for pressures up to 70 psi, or 3% for higher pressures). If the valve opens early, it reduces operational margins; if it opens late, it violates the safety design of the vessel.
Essential Codes and Standards for PSV Testing (API & ASME)
Navigating the regulatory landscape of What is PSV Testing? Its Requirements, Procedure, and Standards involves a deep dive into the ASME Boiler and Pressure Vessel Code (BPVC) and API Recommended Practices. While ASME Section VIII governs the initial certification and construction of pressure relief devices, API 510 and API 570 mandate the ongoing inspection intervals for pressure vessels and piping, respectively. The technical “bible” for the actual PSV Testing Procedure in the field remains API 576, which details how to handle valves that are stuck shut or leaking.
A critical distinction in PSV Testing Standards is the application of API 527 (Seat Tightness of Pressure Relief Valves). This standard defines the specific “bubble count” allowed for various orifice sizes. If a valve exceeds these limits, it fails the PSV Testing Results criteria and must be disassembled for seat lapping or component replacement. Precision is non-negotiable; even a microscopic scratch on the nozzle seating surface can lead to a “simmer” that eventually erodes the metal through high-velocity fluid bypass.
| Standard ID | Focus Area | Key Testing Requirement |
|---|---|---|
| API 527 | Seat Tightness | Defines max leakage rates (bubbles/min) using air/nitrogen. |
| API 576 | Inspection Practices | Guidelines for testing frequency and “As-Received” pop tests. |
| ASME SEC VIII | Design & Certification | Mandates +/- 3% set pressure tolerance for PRVs > 70 psig. |
| NBIC NB-23 | Post-Repair Testing | Requirements for the “VR” stamp and testing after maintenance. |
PSV Testing Results: Understanding Pass/Fail Criteria & Tolerances
Interpreting PSV Testing Results requires an understanding of Cold Differential Test Pressure (CDTP). Because a valve tested on a bench at ambient temperature will behave differently than one in 400°F steam service, a correction factor is applied. A “Pass” is only achieved if the valve pops within the ASME-mandated tolerance (typically 2 psi for pressures up to 70 psi, or 3% for higher pressures). If the valve opens early, it reduces operational margins; if it opens late, it violates the safety design of the vessel.
EPCLand YouTube Channel
2,500+ Videos • Daily Updates
Don’t miss this video related to What is PSV Testing
Summary: Master Piping Engineering with our complete 125+ hour Certification Course: ……
Field Case Study: Failure to Relieve in Amine Service

The Scenario: “Frozen” Disc Assembly
During a scheduled turnaround at a midstream gas plant, a 4″x6″ Pressure Safety Valve (Set at 450 psig) was pulled for routine Bench Testing. The valve had been in rich amine service for 36 months. Upon arrival at the test shop, the “As-Received” pop test yielded a disturbing result: the pressure was increased to 600 psig (133% of set pressure) with zero activation.
Failure Root Cause
Internal crystallization of amine salts between the disc holder and the guide. This created a mechanical bond stronger than the spring force, essentially turning a safety device into a solid pipe plug.
The Solution
The PSV Testing Procedure was revised to include a 12-month steam-trace inspection and a transition to a bellows-actuated design to isolate the guiding surfaces from the process fluid.
Critical Lesson: If this plant had relied solely on Online PSV Testing without a full teardown, the salt buildup in the guide would likely have remained undetected, as lift-assist devices often apply enough force to “break” the bond temporarily without cleaning the root cause.
Expert Insights: Lessons from 20 years in the field
Transitioning from theoretical knowledge of What is PSV Testing? to field execution reveals that the biggest enemy of safety is often “The Way We’ve Always Done It.” In many facilities, PSV Testing Requirements are treated as administrative deadlines rather than mechanical diagnostic opportunities. An expert technician doesn’t just look for the “pop”; they listen for the simmer and feel for the vibration that precedes a lift. These subtle cues often indicate galling or guide misalignment long before a catastrophic failure occurs. Always ensure your PSV Testing Results include a detailed visual report of the disc and nozzle condition, as the surface health of these components is the ultimate predictor of future reliability.



