What is High-Frequency Welding? Introduction to High-Frequency Welding Machine
High-Frequency Welding is a sophisticated joining technology that utilizes electromagnetic energy to fuse materials at the molecular level through dielectric heating. In 2026, this process remains the industry gold standard for producing hermetic seals in polar thermoplastics, offering unmatched speed and structural integrity compared to traditional thermal bonding methods.
Definition: High-Frequency Welding
High-Frequency Welding, or RF Welding, is a process that joins materials by applying high-frequency electromagnetic energy (typically 27.12 MHz) to the joint area. The energy causes polar molecules within the material to vibrate rapidly, generating internal friction and heat that melts and fuses the surfaces under pressure without external heat sources.
Technical Guide Overview
Technical Proficiency Quiz
Question 1 of 5Quiz Complete!
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
Fundamental Principles of the High-Frequency Welding Process
The core of High-Frequency Welding lies in the concept of dielectric heating. Unlike traditional fusion welding where heat is applied externally via conduction or radiation, HF welding transforms electromagnetic energy into internal thermal energy. This is achieved by subjecting polar materials to a rapidly alternating electromagnetic field, typically at 27.12 MHz. This high frequency causes the internal molecules to oscillate back and forth, attempting to align with the shifting polarity of the field.
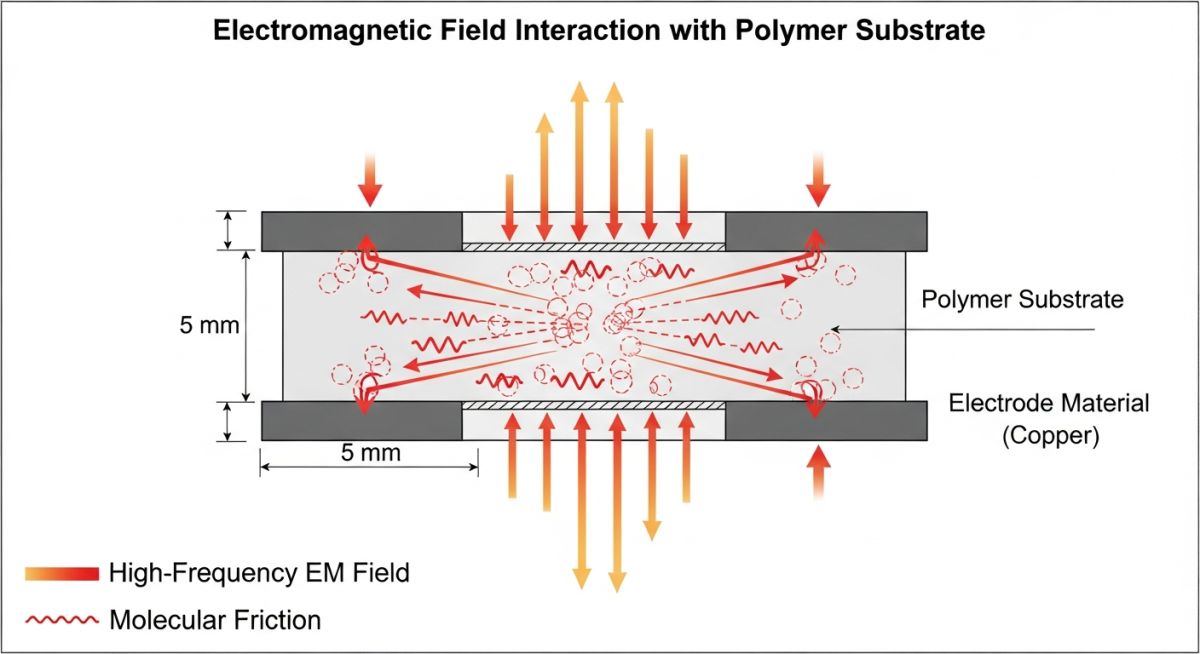
This molecular agitation creates internal friction, which is then converted into heat. When the temperature reaches the material's melting point under controlled pressure, the polymer chains intermingle and fuse. In 2026, engineering standards such as ISO 15614-14 provide specific guidelines for specifying and qualifying welding procedures for these high-frequency induction and dielectric processes.
Engineering Steps for Executing High-Frequency Welding
A successful High-Frequency Welding operation follows a strict four-phase technical protocol to ensure structural integrity:
- Loading and Alignment: The workpieces are positioned between the upper and lower electrodes. Precision jigging is critical to ensure the weld seam aligns with the designated stress-bearing zones.
- Compression Phase: The High-Frequency Welding Machine applies mechanical pressure via pneumatic or hydraulic cylinders. This ensures intimate contact and removes air gaps that could lead to electrical arcing.
- HF Energy Application: The generator emits a burst of radio-frequency energy. The duration (weld time) is strictly controlled to prevent overheating or material degradation.
- Cooling or Dwell Time: The HF energy is cut off, but pressure is maintained. This allows the molten material to solidify under compression, resulting in a joint that is often stronger than the parent material.
Technical Working Mechanics of High-Frequency Welding
The technical mechanics involves the electrode system acting as a giant capacitor. When a High-Frequency Welding Machine is activated, the high-voltage HF current flows from the generator to the electrodes. The material being welded acts as the "dielectric" between these plates.
LSI Insight: Solid-State HF Generators
Modern 2026 systems have transitioned from vacuum tube oscillators to Solid-State HF Generators. These units offer higher efficiency (up to 90 percent) and more precise control over the output waveform, significantly reducing energy waste and improving the repeatability of the High-Frequency Welding process.
Comparative Advantages of High-Frequency Welding in Manufacturing
When compared to ultrasonic or hot-plate welding, High-Frequency Welding offers distinct engineering advantages, particularly for large or complex geometric shapes:
| Feature | High-Frequency Welding | Ultrasonic Welding |
|---|---|---|
| Weld Area Size | Capable of very large, continuous seams. | Limited by horn size (usually small). |
| Heating Source | Internal molecular friction (Dielectric). | External mechanical vibration friction. |
| Seal Quality | Hermetic, air-tight, and liquid-tight. | Varies; better for rigid parts. |
| Standard Compliance | Meets API 5L for pipe manufacturing. | Commonly follows ISO 10339. |
Critical Factors Affecting High-Frequency Welding Quality
Achieving a structural bond with a High-Frequency Welding Machine requires precise control over several physical variables. In 2026, the primary factors influencing the success of High-Frequency Welding include:
| Parameter | Engineering Impact | Critical Range |
|---|---|---|
| Dielectric Loss Factor | Determines how efficiently the material converts HF energy into heat. | High for PVC (0.01 - 0.05), low for PE. |
| Pressure (PSI) | Ensures molecular intermingling and eliminates air voids. | 30 to 100 PSI depending on gauge. |
| Weld Frequency | Regulates the depth of penetration and heating speed. | Standardized at 27.12 MHz. |
The Power Dissipation Formula in High-Frequency Welding
The power (P) generated within the material during High-Frequency Welding is calculated using the following dielectric heating equation:
P = 2 × π × f × E2 × εr × ε0 × tan δ
Where:
f = Frequency (Hz)
E = Electric field strength (V/m)
εr = Relative permittivity
tan δ = Loss tangent of the material
Industrial Applications of High-Frequency Welding
The versatility of the High-Frequency Welding process allows for its use across diverse sectors where airtight or watertight seals are non-negotiable.
Packaging Industry: High-Frequency Welding
Used for creating blister packs and clamshell packaging that is tamper-evident and structurally sound.
Automotive Industry: High-Frequency Welding
Applied in the manufacturing of sun visors, door panels, and lumbar support systems for seating.
Medical Industry: High-Frequency Welding
Critical for blood bags, IV sets, and inflatable mattresses used in pressure sore prevention.
Textile Industry: High-Frequency Welding
Used for welding PVC-coated fabrics for tents, awnings, and waterproof protective clothing.
Anatomy of a Modern High-Frequency Welding Machine
A 2026-spec High-Frequency Welding Machine is a precision-engineered system composed of four primary sub-assemblies that work in synchronization.
Key Engineering Components of the High-Frequency Welding Machine:
-
1. High-Frequency Generator and Oscillators
The generator converts standard 50/60 Hz electrical supply into high-frequency energy. Modern units utilize solid-state transistors to maintain frequency stability within 1 percent of the 27.12 MHz target.
-
2. Precision Electrode Systems
Electrodes serve a dual purpose: they act as the conduit for HF energy and as the die that defines the shape of the weld. They are typically machined from high-grade aluminum or brass for optimal conductivity.
-
3. Hydraulic and Pneumatic Clamping Mechanisms
To achieve a void-free bond, the High-Frequency Welding Machine must apply consistent pressure. Precision valves regulate the clamp force to ensure the material is not crushed during the molten phase.
-
4. Thermal Management and Cooling Systems
While the heat is generated internally, the electrodes can absorb heat over long production runs. Integrated water-cooling circuits prevent thermal expansion of the tooling, maintaining dimensional accuracy.
Engineering Standards for High-Frequency Welding
To ensure global interoperability and safety, High-Frequency Welding operations must comply with ISO 12100 for machinery safety and EN 55011 for radio-frequency interference limits. Furthermore, longitudinal seam welding in the oil and gas sector must adhere to API Spec 5L requirements for high-frequency induction (HFI) quality control.
High-Frequency Welding Calculator
Estimate the theoretical heat power generation (Watts) for polymer dielectric heating in 2026 industrial applications.
Estimated Heat Power
Note: This value represents internal heat generation based on dielectric loss parameters. Actual High-Frequency Welding Machine efficiency and thermal conduction to electrodes are not included. Reference engineering standards ISO 15614 for production calibration.
Don't miss this video related to Welding

Summary: Master Piping Engineering with our complete 125+ hour Certification Course: ......
Case Study: Optimizing High-Frequency Welding for Aerospace Fuel Bladders
Project Data (2026)
- Application: Flexible TPU Fuel Containment Systems
- Material: 1.2mm Reinforced Thermoplastic Polyurethane
- Output Requirement: Hermetic seal at 5 Bar (72.5 PSI)
- Standard: MIL-DTL-27422 Compliance
Engineering Fix
Replacement of legacy contact heating tools with a 15kW High-Frequency Welding Machine equipped with solid-state frequency stabilization and digital hydraulic pressure profiling.
Failure Analysis
The initial production run using thermal impulse welding resulted in a 14 percent failure rate during hydrostatic testing. Microscopic analysis revealed "cold spots" where external heat failed to penetrate the reinforced mesh core. This led to interfacial separation when the bladder was subjected to high-G maneuvers, as the bond was only superficial rather than molecular.
Technical Implementation
By transitioning to High-Frequency Welding, the energy was generated directly within the TPU resin surrounding the reinforcement fibers. This ensured that the polymer melted uniformly from the inside out. The 2026-spec High-Frequency Welding Machine utilized a PLC-controlled dwell cycle that maintained pressure for 3 seconds post-weld, allowing the crystalline structure of the TPU to reform across the joint interface.
Lessons Learned
- Molecular fusion achieved via High-Frequency Welding is 35 percent more resistant to shear stress than thermal bonding.
- Tooling temperature must be stabilized at 40 degrees Celsius to prevent "heat sink" effects on the material surface.
- Real-time monitoring of the Anode Current is the most reliable predictor of weld depth and seal hermeticity.
Frequently Asked Questions about High-Frequency Welding
We answer common technical questions engineers face when implementing a new High-Frequency Welding Machine in their production lines.
What materials are suitable for High-Frequency Welding?
The High-Frequency Welding process requires materials with a high dielectric loss factor. Common suitable polymers include Polyvinyl Chloride (PVC), Polyurethane (TPU), Ethylene-Vinyl Acetate (EVA), and certain grades of Nylon. Non-polar materials like Polyethylene (PE) and Polypropylene (PP) are generally incompatible with this method.
How does RF welding differ from standard heat sealing?
Standard heat sealing uses external conduction to heat the material from the outside in, which can lead to localized burning before the core reaches melting temperature. A High-Frequency Welding Machine uses an electromagnetic field to generate uniform heat internally, creating a stronger, molecular bond throughout the material thickness.
What safety precautions are necessary when operating a High-Frequency Welding Machine?
Operators must be protected from high voltage and intense RF fields. A modern High-Frequency Welding Machine incorporates shielded enclosures and interlock systems. Compliance with safety standards such as OSHA 1910.97 (Nonionizing Radiation) and IEC 60519-6 is mandatory for safe operation in 2026.
Can High-Frequency Welding be used for metal joining?
No, High-Frequency Welding as described here (dielectric heating) is exclusively for polar thermoplastics. High-frequency *induction* welding can be used for metals (e.g., pipe manufacturing), but the physical principle used to generate heat is entirely different (Eddy currents vs. dielectric loss).
Conclusion: Mastering the Science of RF Bonding
The engineering behind High-Frequency Welding represents a perfect synergy of electrical engineering, material science, and mechanical precision. As manufacturing demands for durable, hermetically sealed flexible products increase in 2026, understanding the nuances of the High-Frequency Welding Machine and its application standards (ASME, API, ISO) becomes vital. By leveraging dielectric heating principles, engineers can achieve superior bond integrity, fundamentally improving product reliability across critical industries like medical and automotive.
