Double Wall Ammonia Tank Containment: Do You Need a Dyke Wall?
Double Wall Ammonia Tank Containment represents a paradigm shift from traditional storage methods, specifically designed to handle the hazards of Anhydrous Ammonia at -33°C. For engineers transitioning from atmospheric oil storage (API 650) to cryogenic applications, the most common question is: “Do we still need an external earthen dyke or concrete bund wall?” The short answer—governed by API 620 Appendix R and EN 14620 standards 2026—is generally No, provided the tank is designed as a “Full Containment” system.
The Engineering Verdict
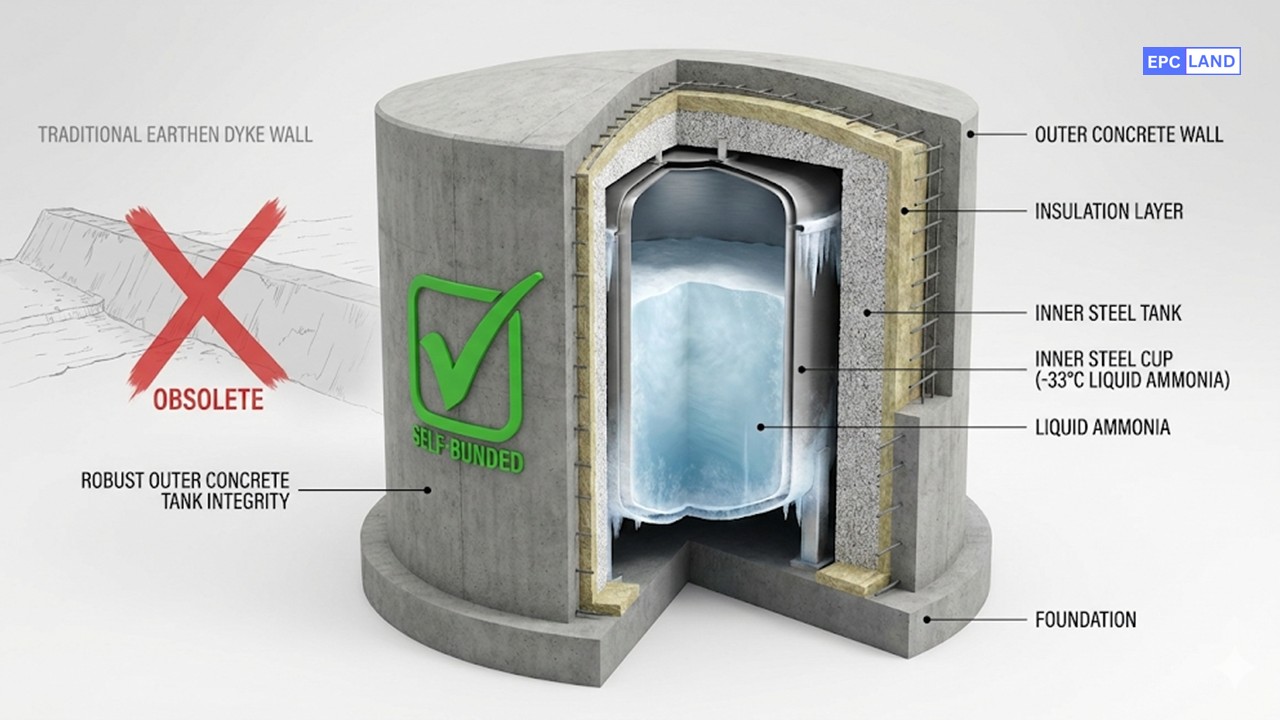
In a Full Containment Tank, the outer reinforced concrete wall is structurally engineered to act as the primary bund. It is capable of containing both the cryogenic liquid and the vapor pressure in the event of an inner tank failure. Therefore, an external remote impounding basin (Dyke) is redundant and often discouraged due to the risk of toxic vapor cloud mitigation failure in open-air spills.
Quick Navigation
Knowledge Check: Cryogenic Safety
Question 1 of 51. Full vs. Single Containment: The Regulatory Hierarchy
The decision to eliminate an external dyke is not arbitrary; it is strictly defined by the engineering selection of the tank type. Under API 620 Appendix R and the European EN 14620 standards 2026, refrigerated ammonia storage tanks are classified into three distinct categories. The requirement for a “Bund Wall” depends entirely on which category you select.
In the context of Double Wall Ammonia Tank Containment, we are almost exclusively referring to “Full Containment” systems. In these designs, the outer wall is not just a weather shield; it is a structural vessel capable of holding the full liquid head.
| Tank Type | Outer Wall Function | External Dyke Required? | Risk Profile |
|---|---|---|---|
| Single Containment | None (Single Steel Shell) | YES (Mandatory) | High (Large spill area) |
| Double Containment | Liquid tight, but open top (No vapor hold) | Usually NO* | Medium (Rain can enter) |
| Full Containment | Liquid & Vapor Tight (Concrete Dome) | NO (Self-Bunded) | Lowest (Zero external spill) |
*Double Containment (Open Top) is rare for Ammonia due to toxicity; it is more common for LNG.
When comparing Full containment vs single containment, the capital expenditure (CAPEX) of the Full Containment tank is higher due to the complex outer concrete tank integrity requirements. However, this is often offset by the elimination of the massive land area required for an earthen dyke and the reduction in site separation distances.
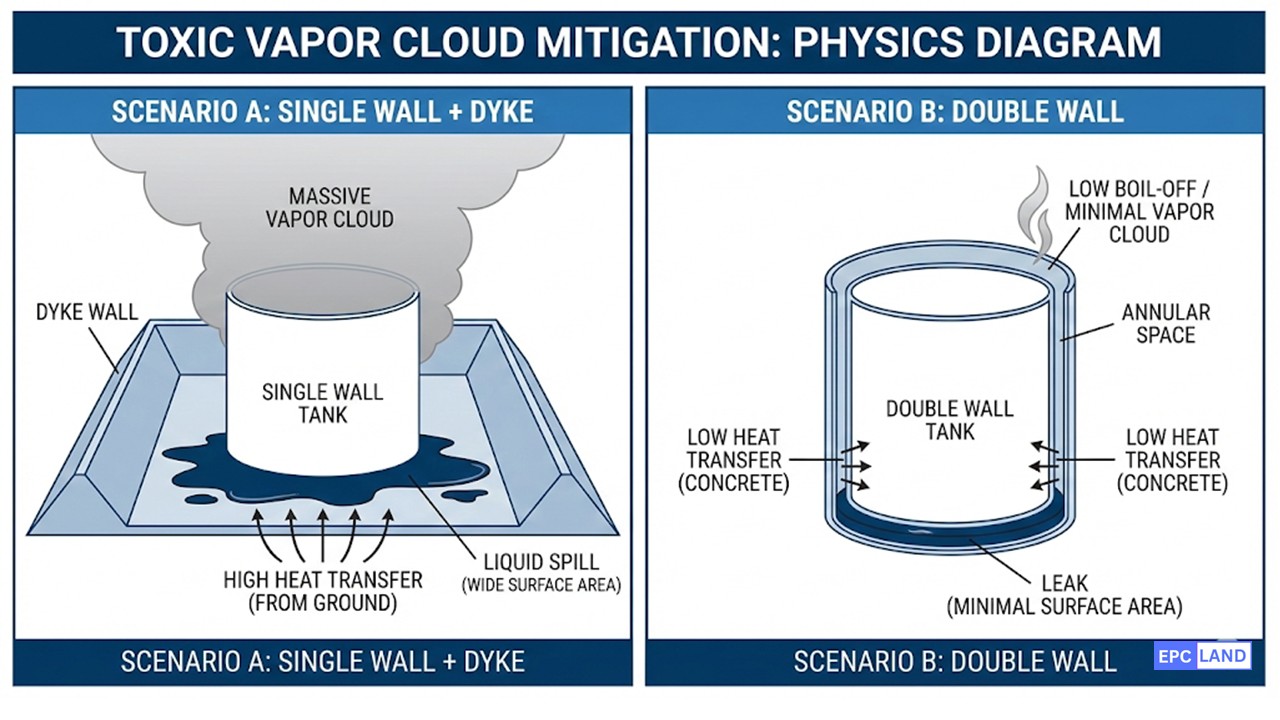
2. Toxic Vapor Cloud Mitigation: The Physics of Safety
The primary reason for avoiding external bunds with Liquid Ammonia is thermodynamics. Ammonia boils at -33°C at atmospheric pressure. If an inner tank fails and spills liquid into a traditional wide dyke, the liquid spreads over thousands of square meters of “warm” ground. This results in massive heat transfer and rapid vaporization, creating a lethal cloud that can drift kilometers downwind.
Boil-Off Calculation Logic
To understand the safety margin, we analyze the Liquid ammonia boil-off rates. The heat transfer equation governing the vaporization rate is proportional to the contact surface area.
🧮 Vapor Generation Formula
1. Heat Transfer Rate (Q):
Q = U × A × (Tground – Tammonia)
2. Comparison of Area (A):
- Scenario A (Dyke): A 50m x 50m dyke = 2,500 m² surface area.
- Scenario B (Double Wall): Annular gap (1.5m wide) = ~200 m² surface area.
3. Conclusion:
By reducing Area (A) by a factor of 10+, the Double Wall Ammonia Tank Containment system reduces the vapor generation rate (Q) by the same magnitude. This makes the vapor cloud small enough to be managed by the tank’s pressure relief valves (PRVs) and flares, rather than overwhelming the facility.
Outer Concrete Tank Integrity & Design
For the outer wall to serve as the “Bund,” it must meet stringent criteria under API 620 Appendix R. It is typically constructed using:
- Pre-stressed Concrete: Post-tensioned cables compress the concrete to prevent cracking under the massive hydrostatic load of a spill.
- Cryogenic Steel Liner: A secondary thin steel liner is often attached to the inside of the concrete wall to ensure liquid tightness.
- Corner Protection: The wall-to-floor joint (the “corner protection”) is critical. It typically involves a 9% Nickel steel or stainless steel cove designed to handle thermal shock from -33°C liquid hitting ambient temperature concrete.
Unlike a simple retaining wall, this structure is tested to ensure it can hold the liquid for days or weeks, allowing operators to pump out the spilled ammonia into a reserve tank or process it safely.
Case Study: Inner Shell Leak Event
Project ID: AMM-2024-EU • Full Containment Performance Analysis

📍 Site Context
Urban Fertilizer Complex (High Pop. Density)
🏭 Asset Profile
30,000 MT Full Containment Ammonia Tank
⚠️ Event Trigger
Stress Corrosion Cracking (Inner Shell)
The Incident: Stress Corrosion Cracking
During routine operation, gas detectors in the annular space (the gap between walls) triggered a high-level alarm. Operators observed a rapid drop in the nitrogen purge pressure, indicating a breach in the primary steel container. A subsequent thermal scan revealed a distinct “Cold Spot” on the exterior of the concrete wall, confirming that liquid ammonia at -33°C had breached the inner shell and was now resting against the outer concrete tank integrity liner.
Why the “No-Dyke” Design Saved the Plant
Had this been a Single Wall tank with an external dyke, the leak would have spilled onto the ground.
- Scenario A (Traditional Dyke): The liquid would have covered ~4,000m² of dyke floor. The heat transfer from the ground would have generated a massive vapor cloud, potentially requiring the evacuation of the nearby city (2km radius).
- Scenario B (Actual Result): The leak was contained within the 1.0-meter wide annular space. The toxic vapor cloud mitigation was 100% effective because the surface area was minimal, and the outer wall is “gas tight” (Full Containment).
Operational Response & Resolution
Because the Double Wall Ammonia Tank Containment system worked as designed, there was no panic. The Boil-Off Gas (BOG) compressors easily handled the slight increase in vapor generation.
The facility continued to operate in “Emergency Mode” for 5 days while the tank inventory was safely pumped down to a spare vessel. The outer concrete wall successfully held the cryogenic liquid with zero external leakage, proving compliance with EN 14620 standards 2026.
ROI: Land & Liability
The choice of a Full Containment tank saved the client approximately $2.5M in land acquisition costs (eliminating the dyke footprint) and potentially $50M+ in liability by preventing a toxic release event. This validates the higher upfront CAPEX of the double-wall concrete design.
4. Frequently Asked Questions
If there is no dyke, how do we handle spills from pumps and valves?
While the main tank does not need a dyke, local containment (kerbing) is still mandatory for ancillaries. You must provide concrete bunding around the tank inlet/outlet flanges, valve manifolds, and pump foundations to catch minor operational leaks. These small pits should drain to a closed chemical sewer or a remote spill collection pit, not the open ground.
What is the difference between “Double Containment” and “Full Containment”?
This is a critical distinction in EN 14620 standards 2026. A “Double Containment” tank has a liquid-tight outer wall but an open top, meaning vapors can escape if the inner tank fails. A “Full Containment” tank has a liquid-tight outer wall AND a concrete roof that seals the vapors. For Ammonia, Full Containment is the industry standard to prevent toxic gas releases.
How do we detect a leak if it’s hidden inside the wall?
The annular space is constantly monitored. We use Ammonia gas detectors and temperature sensors (looking for “cold spots”) within the insulation space. Additionally, the nitrogen purge pressure in the annulus is monitored; a pressure drop usually indicates a breach in the outer wall, while a pressure rise (or ammonia detection) indicates a breach in the inner shell.
Does a Double Wall tank reduce the required safety distances?
Yes, significantly. Because the toxic vapor cloud mitigation is so effective, Quantitative Risk Assessments (QRA) typically show a much smaller “hazard radius” for Full Containment tanks compared to Single Wall tanks with dykes. This allows the tank to be placed closer to other equipment or property lines, which is often the deciding factor for space-constrained sites.
Final Engineering Recommendation
For Liquid Ammonia storage at -33°C, the “Bund Wall” is not a separate civil structure—it is the tank itself. By selecting a Double Wall Ammonia Tank Containment system (Full Containment), you eliminate the environmental risk of open-air boiling and ensure compliance with API 620 Appendix R. Do not use earthen dykes for toxic cryogenic liquids.
Related posts:
![A mechanical sucker rod pumpjack operating in an oil field at sunset]()
What is Sucker Rod Pump System in Oil Production?
![Piping material engineer reviewing technical specifications on a tablet in an industrial plant.]()
How a Piping Material Engineer Drives Industrial Project Success
![Industrial refinery plant showing various types of static equipment]()
What is Static Equipment? Types and List of Static Equipments
![Side-by-side comparison of industrial process piping and power plant steam piping systems.]()
Differences Between ASME B31.3 and B31.1: B31.3 vs B31.1
![Large industrial steel storage tank under construction with cranes and scaffolding]()
Storage Tank Construction Method Statement: Step-by-Step Engineering Guide
![Cutaway diagram of a globe control valve highlighting the internal valve trim components]()
What is a Valve Trim? Types, Components, and Selection





