How to Magnetize Stainless Steel? (Engineering Methods & Science 2026)
Learning how to magnetize stainless steel is not as straightforward as magnetizing iron. The process depends entirely on the alloy’s crystalline structure. While some grades (like 430) are naturally ferromagnetic, others (like 304) require physical deformation to induce magnetism. This guide explores the metallurgy behind making stainless steel magnetic and the industrial methods used to achieve it.
Summary: Can You Magnetize Stainless Steel?
To magnetize stainless steel, you must first determine its series.
1. Ferritic/Martensitic Grades (400 Series): These are naturally magnetic. You can magnetize them using standard Electromagnetic Induction or by exposing them to a strong external magnetic field.
2. Austenitic Grades (300 Series): These are non-magnetic by default. To make them magnetic, you must apply Cold Working (bending, rolling, or drawing). This deformation transforms the microstructure from non-magnetic Austenite into magnetic Martensite.
Read on to understand the impact of “Strain-Induced Martensite” on your material.
Table of Contents
QUIZ Test Your Metallurgy Knowledge
1. Which crystal structure is inherently Non-Magnetic?
Complete Course on
Piping Engineering
Check Now
Key Features
- 125+ Hours Content
- 500+ Recorded Lectures
- 20+ Years Exp.
- Lifetime Access
Coverage
- Codes & Standards
- Layouts & Design
- Material Eng.
- Stress Analysis
1. Can All Stainless Steel Be Magnetized? (The Grade Logic)
Before attempting to magnetize a component, you must identify its alloy grade. In the engineering world, stainless steel is categorized by its crystalline microstructure, which dictates its magnetic response.
Austenitic Grades (300 Series)
Includes: 304, 316, 310
These have a Face-Centered Cubic (FCC) crystal structure. This symmetrical lattice cancels out magnetic moments, making the material non-magnetic by default. You cannot magnetize these with a simple magnet unless you alter their structure first.
Ferritic/Martensitic (400 Series)
Includes: 410, 430, 420
These have a Body-Centered Cubic (BCC) structure, similar to carbon steel. They are naturally ferromagnetic and can be magnetized using standard induction methods without physical deformation.
Understanding Magnetic Permeability (μ)
Engineers verify magnetism using a value called Relative Magnetic Permeability (μr).
- Vacuum: μr = 1.00 (Reference point).
- Annealed 304 Steel: μr = 1.003 to 1.005 (Essentially non-magnetic).
- Carbon Steel: μr = 100 to 2000+ (Strongly magnetic).
Goal: To make 304 stainless steel magnetic, we must raise its permeability from ~1.005 to >2.0.
2. Method 1: Cold Working (Transforming Non-Magnetic to Magnetic)
If you have a piece of 304 or 316 stainless steel and need it to attract a magnet, simply exposing it to a magnetic field won't work. You must physically change its atomic structure through a process called Cold Working.
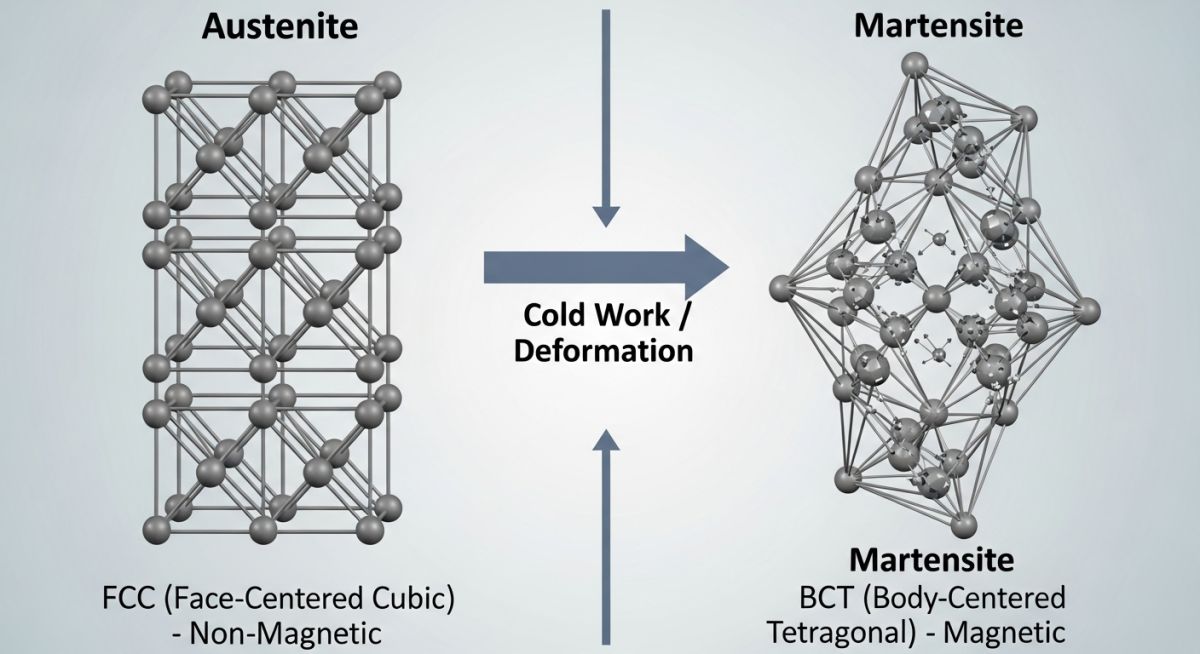
Figure 1: The "Strain-Induced Martensite" Effect. Deforming the FCC lattice (Left) shears it into a magnetic BCT/BCC structure (Right).
How Deformation Creates Martensite
When austenitic stainless steel is deformed at room temperature (Cold Worked), energy is stored in the crystal lattice. If the deformation is severe enough, the stable Austenite (Non-Magnetic) transforms into Strain-Induced Martensite (Ferromagnetic).
This is why the corners of a rectangular stainless steel sink are magnetic (high deformation), while the flat bottom is not.
Techniques to Induce Magnetism
Cold Rolling / Drawing
Passing the steel through rollers to reduce thickness. A 50% reduction in thickness can increase the magnetic permeability significantly.
Bending & Forming
Bending a bar to a 90° angle creates high stress at the radius. This localized area will become strongly magnetic.
Shot Peening
Bombarding the surface with small steel shot causes surface-level deformation, creating a thin magnetic layer on the skin of the part.
3. Method 2: External Field Magnetization (For Ferromagnetic Grades)
If you are working with 400 Series (Ferritic) stainless steel, or a 300 Series part that has already been heavily cold-worked, the material contains magnetic domains. However, these domains are randomly oriented, resulting in zero net magnetism. To "turn on" the magnet, you must align these domains using an external field.
Using Electromagnetic Induction Coils
This is the standard industrial method. The stainless steel component is placed inside a solenoid (coil) carrying a strong Direct Current (DC).
- The Process: Current flows through the coil, generating a magnetic field ($H$) inside the solenoid.
- Saturation: The field must be strong enough to reach the material's Saturation Flux Density ($B_{sat}$), ensuring all domains are aligned.
- Retention: Once the current stops, the material retains some magnetism. This remaining strength is called Residual Flux Density ($B_r$). Note that stainless steel generally has lower retentivity than carbon steel, meaning it loses magnetism faster.
Pulsed Magnetic Fields (Industrial Magnetizers)
For high-volume production, capacitor-discharge magnetizers are used. They fire a massive current pulse (thousands of Amps) for milliseconds. This intense burst aligns domains instantly without heating the part, which is critical to maintaining the material's temper.
4. Factors Influencing Magnetization Strength
Why does a 304 bolt become magnetic after threading, while a 316 bolt remains mostly non-magnetic? The answer lies in the chemical composition, specifically the balance between Ferrite Stabilizers and Austenite Stabilizers.
| Material Grade | Condition | Magnetic Permeability (μ) | Magnet Response |
|---|---|---|---|
| 304 / 316 | Annealed (Soft) | 1.003 - 1.005 | None |
| 304 | Cold Worked (50% reduction) | 2.0 - 5.0+ | Strong |
| 316 (High Nickel) | Cold Worked (50% reduction) | 1.01 - 1.10 | Very Weak |
| 430 (Ferritic) | Annealed or Hardened | 600 - 1000+ | Very Strong |
Engineering Math: The Nickel Equivalent
To predict if a stainless alloy will remain non-magnetic after cold working, metallurgists use the Nickel Equivalent (Nieq) formula. Nickel stabilizes the non-magnetic Austenite phase.
Analysis: Grade 316 has higher Nickel (10-14%) than Grade 304 (8-10.5%). This higher Nieq makes 316 much more stable and resistant to forming Martensite during deformation, keeping it non-magnetic even after bending.
🧲 Austenite Stability Predictor
Will your Stainless Steel become magnetic after bending or rolling? Input the Mill Test Report (MTR) composition values to calculate the Nickel Equivalent (Nieq).
Formula: Nieq = %Ni + 30(%C) + 0.5(%Mn) + 30(%N)
Nickel Equivalent (Nieq)
Prediction
--
--
EPCLand YouTube Channel
2,500+ Videos • Daily Updates
Bonus: Engineer's Quick Reference Toolkit
Need to make a quick material selection? Use this cheat sheet to compare how different stainless grades react to magnetism and how processing affects them.
The Magnetism Spectrum
| Grade | Family | Annealed State | Cold Worked State | Corrosion |
|---|---|---|---|---|
| 304 / 304L | Austenitic | Non-Magnetic | Magnetic | Good |
| 316 / 316L | Austenitic | Non-Magnetic | Non-Magnetic | Excellent |
| 430 | Ferritic | Strongly Magnetic | Strongly Magnetic | Moderate |
| 410 | Martensitic | Strongly Magnetic | Strongly Magnetic | Fair |
| Duplex 2205 | Duplex (Mix) | Magnetic | Magnetic | Excellent |
6. Case Study: The "Phantom" Sensor Failure

The Challenge: Production Line Halts
Context: A high-speed bottling plant installed a new side-guide system made of 304 Stainless Steel. Within 24 hours, the automation system began reporting "Bottle Jams" at a specific turn, shutting down the line. However, operators found no physical jams.
The Investigation
The maintenance team initially replaced the Inductive Proximity Sensor, assuming it was faulty. When the new sensor also failed, they investigated the environment. Inductive sensors rely on electromagnetic fields to detect metal objects.
The Root Cause
The new guide rail had been fabricated by Cold Bending a flat bar into a sharp 90° curve. This severe deformation transformed the Austenite at the bend radius into Ferromagnetic Martensite. The sensor was detecting the rail itself, not the bottles.
The Engineering Fix: Solution Annealing
The plant engineers had two options to demagnetize the rail and stop the interference:
-
Option A
Solution Annealing (Selected) The part was heated to 1050°C and rapidly quenched. This heat treatment reverted the Martensite back to non-magnetic Austenite.
-
Option B
Material Swap Replace the rail with 316 Stainless Steel. Due to its higher Nickel content, 316 remains stable (non-magnetic) even after cold bending.
Lesson Learned
Never assume "Stainless Steel" is non-magnetic. In sensitive instrumentation zones, always specify Annealed condition or use stable grades like 316/316L to prevent magnetic interference.
5. Practical Considerations & Risks
Just because you can magnetize stainless steel doesn't mean you should. Transforming the microstructure from Austenite to Martensite introduces specific engineering trade-offs that must be evaluated.
Corrosion Resistance Drops
The non-magnetic Austenite phase offers the highest protection against rust. By cold-working the steel to create magnetic Martensite, you reduce its ability to re-form the passive chromium oxide layer. Magnetic 304 steel will rust faster in marine environments than non-magnetic 304.
Energy Losses (Hysteresis)
Stainless steel is a "Hard Magnetic Material," meaning it retains magnetism but has high hysteresis losses. If you use magnetized stainless steel in an AC application (like a motor component), it will generate significant heat due to eddy currents.
Frequently Asked Questions
Does heating stainless steel make it magnetic?
Why is my stainless steel fridge magnetic?
Can 316 Marine Grade stainless steel be magnetized?
Is magnetic stainless steel lower quality?
Summary: Controlling the Invisible Force
Magnetizing stainless steel is a precise metallurgical choice. Whether you select a Ferritic 400-series alloy or induce Martensite in 304-series through cold working, understanding the relationship between Crystal Structure and Magnetism is key to successful engineering design.
© 2026 Epcland Engineering. All Rights Reserved.
Content Verified by Atul Singla (Senior Materials Engineer).

Related posts:
![High-grade industrial Wing Nut Types and Applications for mechanical assemblies.]()
Wing Nut Types and Applications: The 2026 Engineering Guide
![Industrial Monorail Crane Systems installed in a modern manufacturing plant 2026.]()
Monorail Crane Systems: Design, Types & 2026 Standards Guide
![Lead engineer performing a Factory Acceptance Test FAT on an industrial skid system 2026]()
Factory Acceptance Test FAT: The 2026 Engineering Guide to Zero-Defect Delivery
![Professional engineering workspace showing a Basis of Design document layout for a 2026 project.]()
Basis of Design: How to Write a BOD for Engineering Projects in 2026
![Industrial Flare Knockout Drum Sizing and installation in a refinery relief system.]()
Flare Knockout Drum Sizing: Design & API 521 Standards (2026 Guide)
![Advanced Reboiler Control Systems in a modern petrochemical refinery 2026.]()
Reboiler Control Systems: Engineering Guide to Precision Control 2026





